
Станок плазменной резки металла TECHNOCUT серии FP

























Конструктив портала
Жесткая сварная конструкция рамы и портала, исключает влияние динамических нагрузок, возникающих при рабочем движении портала по оси X и суппорта по оси Y, на всем диапазоне скоростей перемещений.
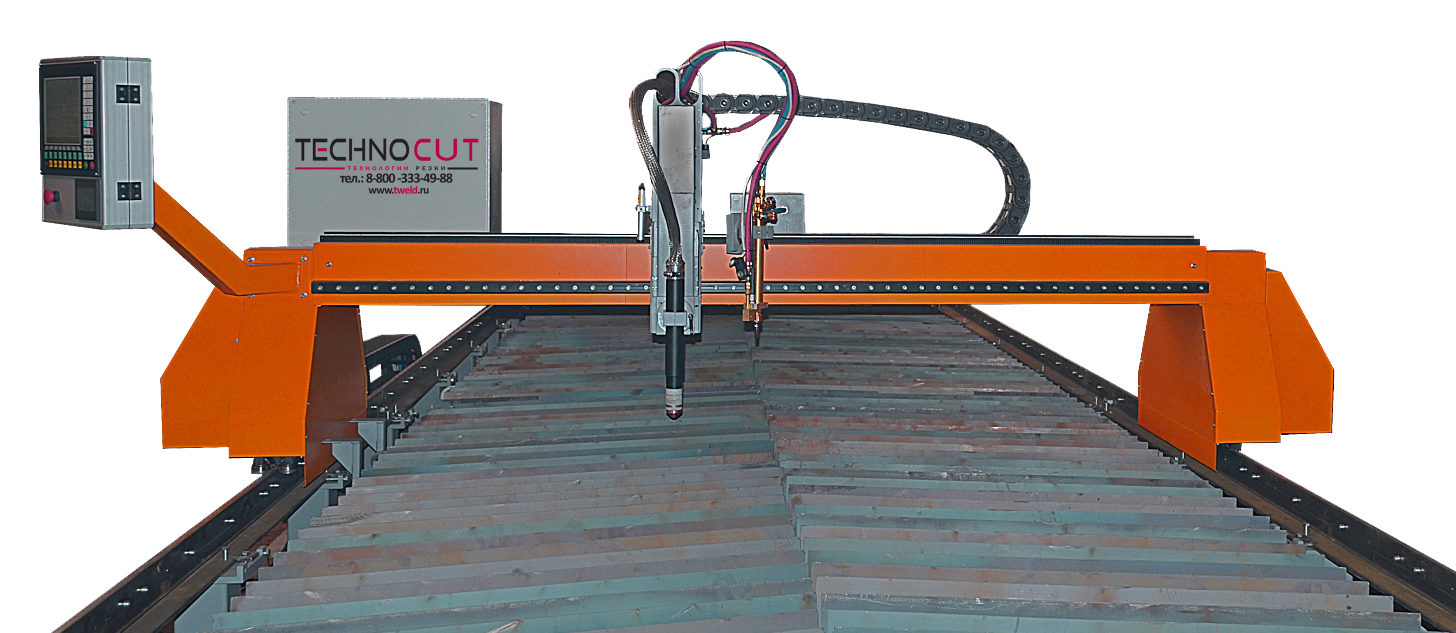
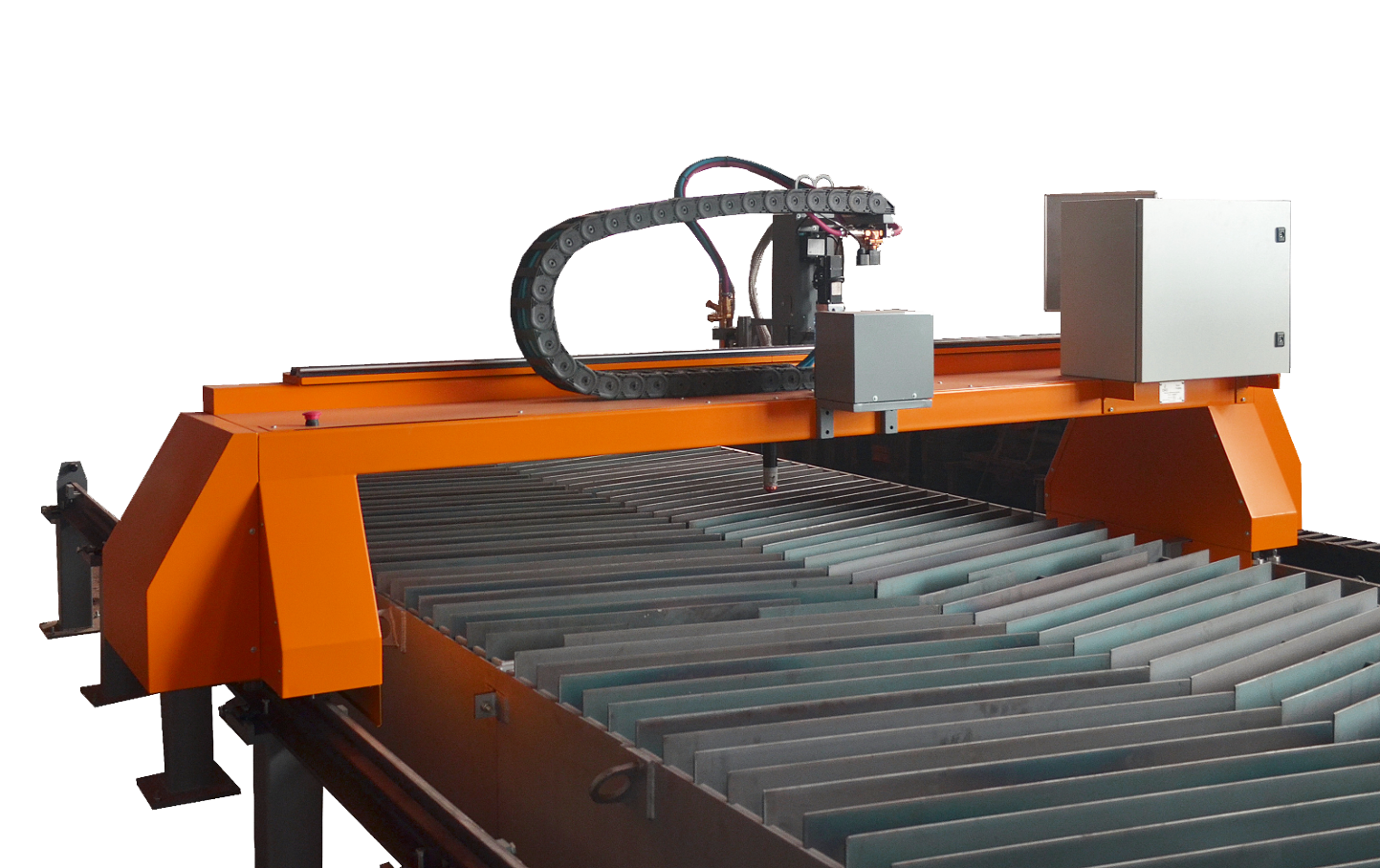
Двухосевое исполнение координаты Х обеспечивает синхронное перемещение обеих сторон портала и отличные динамические характеристики продольного перемещения.

Точность и жесткость конструкции обусловлена применением на производстве сборочно-монтажных плит, современного оборудования для полуавтоматической и автоматической сварки. После проведения сварочных работ конструкции подвергаются термической и дробеструйной обработке, для снятия напряжений, возникающих при сварке металла. Конструкция машины рассчитывается специалистами, имеющими многолетний опыт проектировки металлоконструкций технологического и строительного назначения. Приемка каждой собранной рамы и портала производится специалистами ОТК, включая контроль геометрических размеров и их отклонений, и дефектоскопию сварочных швов.
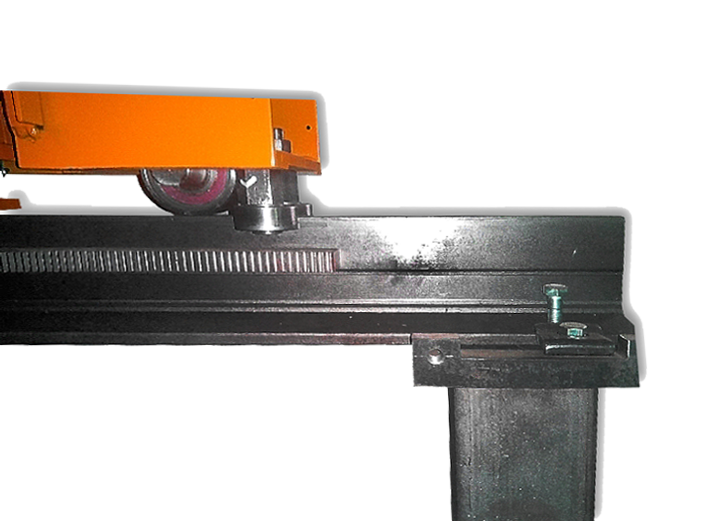
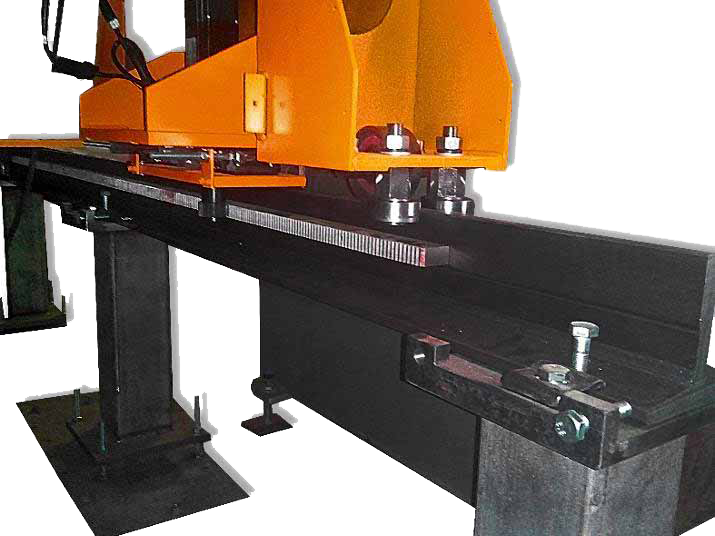
Приводные системы
Необходимая жесткость конструкции и применение прецизионных рельсовых направляющих, ШВП, линейных модулей, пар рейка – шестерня (фирм HIWIN (Тайвань) и Gudel AG (Германия)), механизма автоматической компенсации люфтов, позволяет достигать точности позиционирования ±0,02 мм.
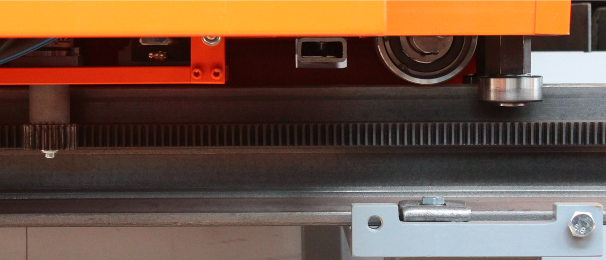


Приводы по осям реализованы с применением высококачественных сервоприводов и серводвигателей.



Применение этих комплектующих в комплексе, позволяет создавать машины с высокими требованиями по точности позиционирования (±0,02 мм), по точности повторяемости деталей (±0,2 мм), позволяет достигать высокую скорость позиционирования (до 25000 мм/мин) и в итоге повышает потребительские и эксплуатационные характеристики наших машин.В качестве направляющей по продольной оси применяется рельс, тянутый с фрезерованными рабочими поверхностями, что обеспечивает стабильную точность позиционирования портала на протяжении длительного срока эксплуатации.
Система управления
Система управления машиной выполнена на базе промышленного ЧПУ, разработанного для термической резки с применением технологий плазменной и газокислородной резки.


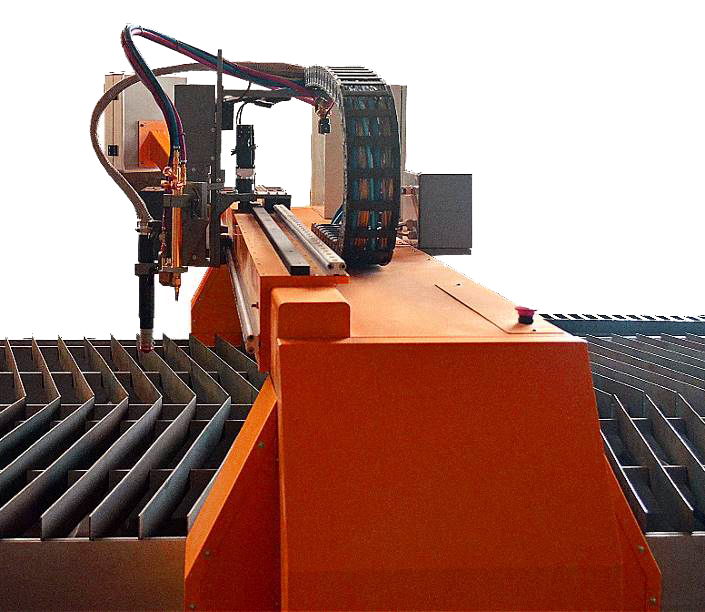
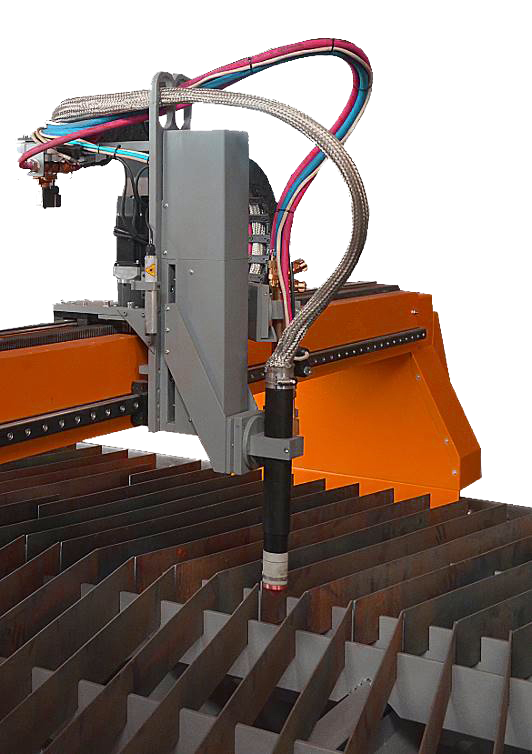
Плазменный и газовый суппорта
На суппорте для плазменной резки установлена система автоматического контроля высоты плазмотрона. Система контролирует зазор по напряжению дуги и автоматически поддерживает заданный зазор во время резки. Уже в базовой комплектации на суппорте реализованы следующие технические решения:- Магнитное крепление резака, что защищает плазмотрон от поломок при наезде на лист, это распространенная ошибка оператора.
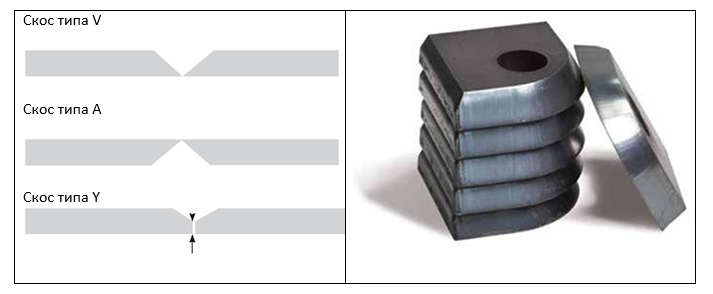
- Механизм поворота резака вдоль вертикально оси, что позволяет резать лист под углом, так называемая разделка кромки под сварку.
Стандартные суппорты
- На портале устанавливаются два суппорта, для каждого резака отдельно. Процесс резки осуществляется только одним суппортом, одновременная работа двумя суппортами невозможна.
- На портале установлен один суппорт, на котором размещены два резака. Один из них в рабочем положении, второй в парковочной зоне.
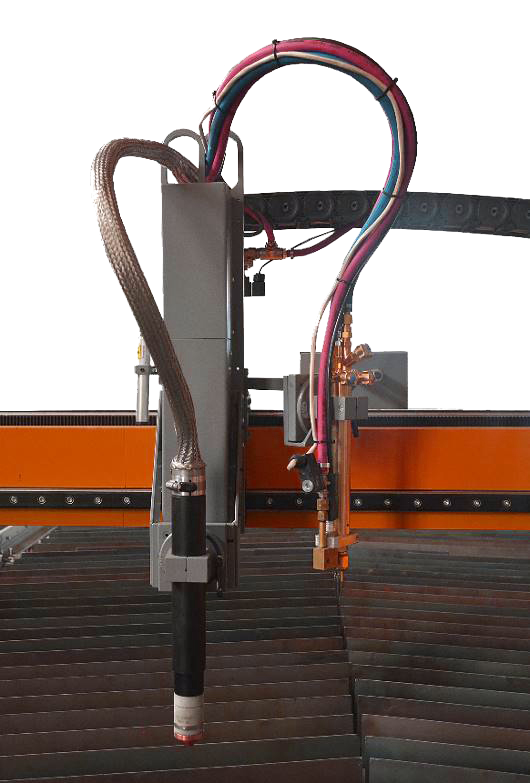
Ротационный 3D плазменный суппорт RoboCUT bevel system
Ротационный плазменный суппорт RoboCUT bevel system по праву может называться лучшим решением для 3D-плазменной резки из представленных на рынке. Обладает пятью степенями свободы и позволяет производить как прямолинейную резку, так и резку под углом.
.png)
Интеграцию суппорта в систему автоматической резки обеспечивает разработанная компанией Hypertherm технология для угловой резки True Bevel Cutting.
Меньшее время настройки и объем отходов материала при настройке нового задания за счет сокращения пробных проходов и ошибок в процессе настройки. С целью повысить точность резки и однородность качества предоставляются рекомендации в отношении последовательности резки со скосом. Масштабируемые таблицы параметров со встроенными уравнениями позволяют пользователям легко добавлять новые углы.
Газовая резка
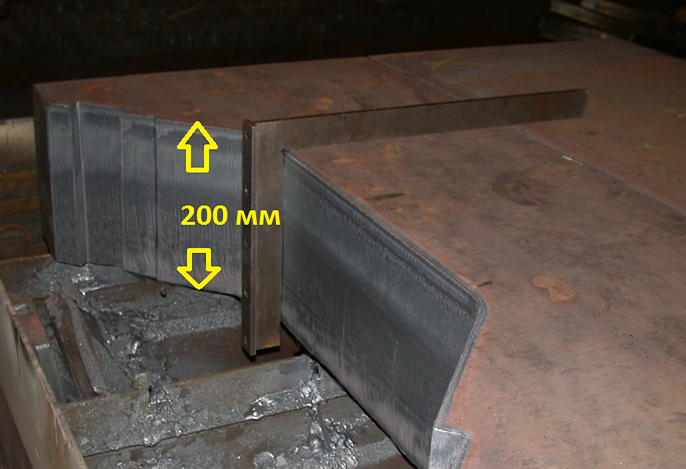
Газовая резка применяется при резке низкоуглеродистых сталей с толщиной листа от 6мм. до 200мм.
В качестве режущего газа используется чистый кислород (не хуже 99,7%), горючий газ может быть ацетилен, пропан или природный газ с давлением не менее 0,6атм.
Газовая резка имеет следующие преимущества:
- высокая точность выдерживания размеров деталей по контуру (не хуже + 0,4 мм);
- отсутствие вертикального отклонения (скоса) на разрезаемой грани;
- минимальное количество грата (легко отделяемого от деталей);
- отсутствие азотирования разрезаемых граней;
- очень высокая чистота разрезаемой грани (не требуется доп. механическая обработка)
- невозможность резать цветные металлы, чугун, легированные стали и нержавеющую сталь,
- относительно низкая скорость резки и среднее качество резки тонких листов (менее 8 мм.)
Этому виду резки соответствуют следующие технические условия (усредненные):
| Толщина листа мм | 6-20 | 20-50 | 60-120 | 130-200 |
| Ширина реза мм | 1.5-2.0 | 2.0-2.8 | 2.8-3.3 | 3.3-6.0 |
| Расход кислорода м.куб/метр реза | 0,06 | 0,19 | 0,75 | 2,58 |
| Расход пропана м.куб/метр реза | 0,004 | 0,012 | 0,047 | 0,161 |
| Скорость резки мм/мин | 700-400 | 550-220 | 250-180 | 180-110 |
| Время прогрева металла перед пробоем сек. | 5-20 | 20-60 | 70-150 | 160-240 |
| Мин. Радиус вырезаемых отверстий мм. | 5-10 | 10-30 | 30-80 | 100-15 |
Таблица кислородно – пропановой резки металлов:
|
Толщина листа мм. |
Тип (номер) сопла |
Скорость реза мм/мин. |
Шир. разреза мм. |
Давление режущего Кислорода |
Давление разогрев. Кислорода |
Расход разогрев. Кислорода |
Расход разогрев. Кислорода |
Расход разогрев. Пропана |
|
|
|
|
|
bar (kPa) | bar (kPa) | m3/час | m3/час | m3/час |
| 1 - 4 | 5/0 VVC | 750 - 550 | 1.3 | 4.0 (400) | 0.4 (40) | 0.65 | 0.80 | 0.23 |
| 4 - 6 | 4/0 VVC | 700 - 520 | 1.5 | 2.5 (250) | 0.5 (50) | 1.13 | 0.80 | 0.23 |
| 6 - 9 | 000 VVC | 650 - 480 | 1.8 | 5.0 (500) | 0.7 (70) | 2.26 | 1.00 | 0.30 |
| 9 - 12.5 | 00 VVC | 630 - 450 | 1.8 | 5.0 (500) | 0.7 (70) | 2.54 | 1.00 | 0.30 |
| 12.5 - 20 | 0 VVC | 600 - 400 | 2.0 | 6.0 (600) | 0.7 (70) | 3.53 | 1.00 | 0.30 |
| 20 - 35 | 0 1/2 VVC | 550 - 360 | 2.0 | 7.0 (700) | 0.7 (70) | 4.00 | 1.00 | 0.30 |
| 35 - 60 | 1 VVC | 480 - 220 | 2.3 | 7.0 (700) | 0.7 (70) | 5.56 | 1.00 | 0.30 |
| 60 - 75 | 1 1/2 VVC | 310 - 200 | 2.8 | 6.5 (650) | 0.7 (70) | 7.07 | 1.00 | 0.30 |
| 75 - 100 | 2 VVC | 280 - 190 | 3.0 | 6.5 (650) | 0.7 (70) | 8.00 | 1.13 | 0.33 |
| 100 - 125 | 2 VVC | 240 - 180 | 3.0 | 7.0 (700) | 0.7 (70) | 9.00 | 1.13 | 0.33 |
| 125 - 150 | 2 1/2 VVC | 200 - 160 | 3.3 | 6.5 (650) | 0.7 (70) | 11.17 | 1.13 | 0.33 |
| 150 - 175 | 3 VVC | 180 - 150 | 3.5 | 7.0 (700) | 0.7 (70) | 12.00 | 1.13 | 0.33 |
| 175 - 200 | 4 VVC | 180 - 150 | 4.0 | 6.5 (650) | 0.7 (70) | 14.85 | 1.13 | 0.33 |
| 200 - 225 | 5 VVC | 150 - 130 | 5.0 | 6.0 (600) | 0.7 (70) | 16.41 | 1.30 | 0.38 |
Давление разогревающего пропана 0.03 - 0.2 (3 - 20) bar (kPa)
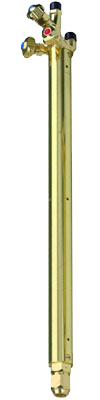
Механические резаки Harris широко используются в раскройных машинах и автоматизированных устройствах для резки металла. Резаки выпускаются в диапазоне длины от 6.5 см до 46 см и диаметра 28-38мм. Резаки могут оснащаться ручными газовыми вентилями, а также использоваться в системах автоматического управления подачей газа. Основные компоненты такие же, как и в ручных резаках.Отличие составляет специально разработанный для механизированной резки мундштук 6290VVC, обеспечивающий более высокую скорость реза по сравнению с 6290NX и NFF.
Характеристики:
Известен во всем мире как лучший резак на пропане, бутане или природном газе.
Универсальный инжектор малого давления для максимальной экономии газа.
Латунная голова.
Резка металла до 200 мм.
|
Количество суппортов (резаков)
|
1 |
|
Точность позиционирования резака, мм
|
±0,05 |
|
Ширина обрабатываемого листа, мм
|
от 1500 |
|
Длина обрабатываемого листа, мм
|
до 24000 |
|
Вертикальный ход перемещения резака, мм
|
200 |
|
Технология резки
|
Плазменная, Газовая |
|
Обрабатываемые металлы
|
черный, нержавеющий, цветной металл |
|
Скорость перемещения машины, мм/мин.
|
до 12 500 |
|
Толщина обрабатываемого металла, в зависимости от источника, мм
|
от 6 до 200 (газо-кислородная резка), от 0,5 до 150 (плазменная резка) |
|
Система питания
|
трехфазная сеть переменного тока |
|
Контроль высоты резака (плазменная резка)
|
автоматический |
|
Потребляемая мощность, кВт
|
4,5 |
|
Рабочая температура, °C
|
от +5 до +40 |










-
 Сварочное оборудование
Сварочное оборудование
-
 Автоматизация сварки
Автоматизация сварки
- Сварочные колонны
- Установки для сварки кольцевых швов
- Установки для сварки продольных швов
- Линии для сварки балок
- Установки для сварки вертикальных резервуаров
- Установки для сварки кузовов самосвалов
- Установки для сварки цистерн чемоданного и элипсовидного типа
- Установки для вваривания патрубков и штуцеров
- Сварка газоплотных панелей
-
 Роботизация сварки
Роботизация сварки
-
 Оборудование плазменной резки
Оборудование плазменной резки
- Станки плазменной резки металла с ЧПУ
- Автоматические источники плазменной резки металла
- Ручные источники плазменной резки металла
- Консольные машины плазменной резки металла с ЧПУ
- Системы плазменной резки труб с ЧПУ
- Станки для вырезки отверстий в обечайках
- Портативные машины для резки металла
- Резаки плазменной резки
-
Расходные части для резаков плазменной резки
-
Фильтровентиляционные установки
-
 Оборудование лазерной резки
Оборудование лазерной резки
-
 Лазерная сварка и очистка
Лазерная сварка и очистка
-
 Механизация сварки
Механизация сварки
-
 Сборочно-сварочные столы
Сборочно-сварочные столы
-
 Ленточнопильные станки по металлу
Ленточнопильные станки по металлу
-
 Листогибочные прессы
Листогибочные прессы
-
 Сварочные горелки
Сварочные горелки
-
 Сварочные материалы
Сварочные материалы
-
 Аксессуары для сварки
Аксессуары для сварки
- Сварочные маски
- Электродержатели для сварки
- Клемы заземления для сварки
- Строгачи для ручной дуговой сварки и резки ММА
- Держатели сварочных горелок
- Антипригарные средства
- Краги для сварщика
- Очки и маски защитные
- Охлаждающие жидкости
- Станции очистки горелок
- Магнитные фиксаторы
- Вспомогательный инструмент
- Прочее
-
 Газосварочное оборудование
Газосварочное оборудование
-
 Сверление
Сверление
-
 Компрессорное оборудование
Компрессорное оборудование
-
 Дробеметное оборудование
Дробеметное оборудование
-
 Абразивный инструмент
Абразивный инструмент
-
 Контактная сварка
Контактная сварка
-
Клещи контактной сварки
-
Машина контактной точечной и рельефной сварки
- Настольные машины контактной точечной и рельефной сварки
- Модульные машины контактной точечной и рельефной сварки TECNA (Италия)
-
Сварочное оборудование для автосервисов и кузовных станций
- Измерительный инструмент параметров контактной точечной и рельефной сварки TECNA (Италия)
- Тали-балансиры TECNA (Италия)
- Блоки управления-регуляторы контактной точечной и рельефной сваркой TECNA (Италия)
- Трансформаторы для контактной сварки TECNA (Италия)
-
Клещи контактной сварки
-
 Пневматические компоненты
Пневматические компоненты



